




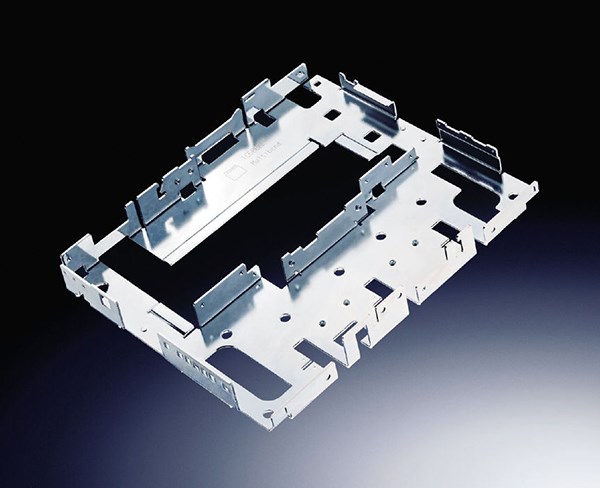
鈑金加工技術一般用到的材料有冷軋板(SPCC)、熱軋板(SHCC)、鍍鋅板(SECC、SGCC),銅(CU)黃銅、紫銅、鈹銅,鋁板(606、5052、00、060、6063、硬鋁等),不銹鋼(鏡面、拉絲面、霧面),根據產品作用不同,選用材料不同,一般需從產品其用途及成本上來考慮。鈑金車間加工部件的加工步驟為:產品前期試驗、產品加工試制和產品批量的生產。在產品加工試制步驟時,應及時與顧客溝通聯系,得到相應加工的評價之后,再進行產品批量的生產。






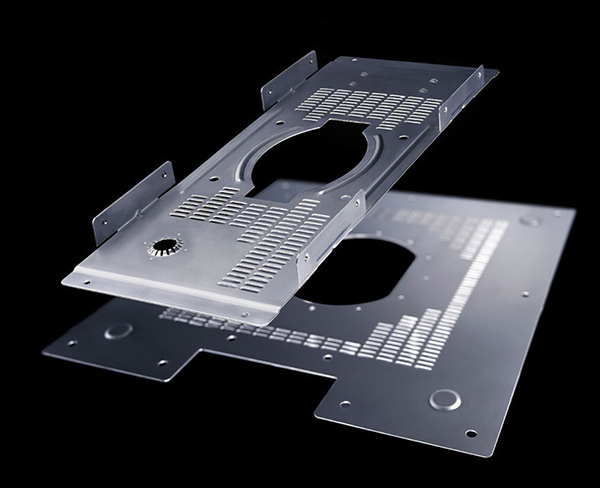
激光打孔技術是激光材料加工技術中較早實現實用化的激光技術。鈑金車間中激光打孔一般采用的是脈沖激光,能量密度較高,時間較短,可以加工μm的小孔,特別適用于加工具有一定角度和材料較薄的小孔,還適合加工強度硬度較高或較脆較軟材料的零件上的深小孔和微小孔。激光可實現燃氣輪機的燃燒器部件打孔加工,打孔效果可實現三維方向,數量可達到上千個。可打孔的材料包括不銹鋼、鎳鉻鐵合金和哈斯特洛依(HASTELLOY)基合金。激光打孔技術不受材料的力學性能影響,實現自動化比較容易。
鈑金加工工序特點有哪些呢工序集中就是將工件的加工集中在幾個工序中進行,每道工序的加工內容較多,工藝路線短。其特點是:()工件安裝次數減少,不僅可以縮短輔助時間,易于保證加工表面之間的相互位置精度。(2)設備數量減少,并相應地減少操作工人人數和生產面積,縮短了工藝流程,簡化了生產計劃工作和生產組織工作。(3)有利于采用機床和工藝設備,提高生產率。


 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


